ĪĪĪĪ╔Ļšł╚š2015.07.10
ĪĪĪĪ╣½ķ_(╣½Ėµ)╚š2015.10.28
ĪĪĪĪIPCĘųŅÉ╠¢C04B33/132; C04B41/86; C04B41/89
ĪĪĪĪš¬ę¬
ĪĪĪĪ▒Š░l├„į┌▓╗ī”¼Fėąėį├µ┤uĄ─╔·«a╣ż╦ćū÷│÷ųž┤¾Ė─ūāĄ─╗∙ĄA╔ŽŻ¼ųž³cī”╦ž┼„¾wĄ─┼õĘĮĮM│╔ĪóĄūĪó├µėį╚█ēKĄ─ĮM│╔ĪóĄūėįĄ─┼õĘĮĮM│╔Īó├µėį▓╗═¼ąį─▄╚█ēKĄ─ā×▀x╝░┼õ▒╚Īó├µėįĄ─┼õĘĮĮM│╔Ą─š{š¹┼c▀x╗»Ż¼Å─Č°╩╣ųŲĄ├Ą─ėį├µ┤u«aŲĘĄ─▒Ē├µ╣ŌØ╔Č╚Ī▌90Ż¼Ūęėį├µŲĮ╗¼╚ńńRĪóØÖØ╔╣Ō┴┴Īó¤oßś┐ūĪóėį┼▌Ą╚╚▒Ž▌Ż¼ėĪ╗©«aŲĘĄ─ėĪ╗©łD░Ė═Ļ╚½│┴╚ļĄĮ├µėįųąŻ¼Ūę╝y└ĒŪÕ╬·Īó╔½Ø╔ŲG¹ÉĪóĘ┬╩»╝Ī└Ē▒ŲšµŻ¼Ę┬Ęį┌ėĪ╗©łD░Ė╔ŽĖ▓╔w┴╦ę╗īėŠ¦¼ō═Ė├„Ą─▓Ż┴¦Ż¼žQŲ«aŲĘŻ¼ėį├µī”ų°╬’¾wŻ¼ätėį├µ└’╬’¾wĄ─ė░ūė╚ń═¼į┌ńRūė└’ę╗śėĪóŪÕ╬·┐╔ęŖĪóš¹¾w╦ćągĖąÅŖ;═¼Ģr▒Š░l├„į┌┼„¾w┼õĘĮųą╠Ē╝ė┴╦┤¾┴┐Ą─╠š┤╔┤u╔·«a▀^│╠ųąĖ„╣żą“«a╔·Ą─ÅU╦«Įø╠Ä└Ē║¾Ą─ē║šź─Óį³Ż¼į┌╣Ø╝s│╔▒ŠĄ─═¼Ģrėų▀_ĄĮ┴╦╣Ø─▄£p┼┼Ą──┐Ą─ĪŻ
ĪĪĪĪÖÓ└¹ę¬Ū¾Ģ°
ĪĪĪĪ1.ė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µą¦╣¹Ą─ėį├µ┤uŻ¼Ųõ╠žš„į┌ė┌Ż║
ĪĪĪĪ╦ž┼„¾wŻ║░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪ┤╔╔░20Ī½44Ę▌Ż¼š│═┴16Ī½26Ę▌Ż¼╩»╗ę╩»┴Ż6Ī½10Ę▌Ż¼╣Ķ╗ę╩»┴Ż6Ī½ 16Ę▌Ż¼╬█─Óį³18Ī½50Ę▌Ż¼═Ō╝ė╦«▓Ż┴¦0.8Ī½1.2Ę▌Ż¼╠š┤╔£p╦«ä®0.3Ī½ 0.5Ę▌Ż¼╚²Š█┴ū╦ßŌc0.1Ī½0.3Ę▌Ż¼ŽĪßīä®0.3Ī½0.5Ę▌Ż¼╦«50Ī½55Ę▌;
ĪĪĪĪŲõųą┤╔╔░×ķ’L╗»┴╦Ą─┤╔╩»ĪóķL╩»╗“韊¦ÄrĄ─╗ņ║Ž╔░;╬█─Óį³×ķ░³└©Æü╣Ō ┤uĪóĘ┬╣┼┤u║═ėį├µ┤u╔·«a▀^│╠ųąĖ„╣żą“«a╔·Ą─ÅU╦«Įø╠Ä└Ē║¾ē║šźĄ─╬█─Óį³;
ĪĪĪĪĄūėįŻ║░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪ╚█ēKa30Ī½50Ę▌Ż¼╣Ķ╦ßõå5Ī½10Ę▌Ż¼Ė▀ÄX═┴12Ī½20Ę▌Ż¼ņč¤²Ė▀ÄX═┴5Ī½ 10Ę▌Ż¼ķL╩»Ę█6Ī½26Ę▌Ż¼¤²╗¼╩»10Ī½26Ę▌Ż¼č§╗»õXĘ█3Ī½9Ę▌Ż¼ņč¤²č§╗» õXĘ█3Ī½7Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.03Ī½0.06Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½0.8Ę▌Ż¼ ╦«37Ī½40Ę▌;
ĪĪĪĪŲõųą╚█ēKa░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█20Ī½30Ę▌Ż¼╠╝╦ßŌ}12Ī½16Ę▌Ż¼õåėóĘ█3Ī½9Ę▌Ż¼õć┤╔╩»Ę█10Ī½ 30Ę▌Ż¼╗¼╩»Ę█2Ī½8Ę▌Ż¼╩»ėóĘ█20Ī½30Ę▌Ż¼╠╝╦ßŌø1Ī½4Ę▌Ż¼┼╔░1Ī½4 Ę▌;
ĪĪĪĪ├µėįŻ║░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪ╚█ēKb68Ī½78Ę▌Ż¼╚█ēKc18Ī½28Ę▌Ż¼č§╗»õ\1Ī½3Ę▌Ż¼Ė▀ÄX═┴2Ī½4 Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.06Ī½0.09Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½0.6Ę▌Ż¼╦«37Ī½ 40Ę▌;
ĪĪĪĪŲõųą╚█ēKb░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█18Ī½22Ę▌Ż¼╠╝╦ßŌ}13Ī½17Ę▌Ż¼┼╦ß3Ī½7Ę▌Ż¼┼╔░1Ī½5Ę▌Ż¼ ╗¼╩»Ę█3Ī½5Ę▌Ż¼õåėóĘ█8Ī½14Ę▌Ż¼č§╗»õ\6Ī½10Ę▌Ż¼╠╝╦ßŌø1Ī½3Ę▌Ż¼╩» ėóĘ█27Ī½33Ę▌;
ĪĪĪĪŲõųą╚█ēKc░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█28Ī½36Ę▌Ż¼╠╝╦ßŌ}16Ī½20Ę▌Ż¼┼╦ß2Ī½5Ę▌Ż¼č§╗»õ\8Ī½12 Ę▌Ż¼č§╗»õXĘ█1Ī½2Ę▌Ż¼╠╝╦ßŌø1Ī½2Ę▌Ż¼╣Ķ╦ßõå1Ī½3Ę▌Ż¼╩»ėóĘ█30Ī½38 Ę▌ĪŻ
ĪĪĪĪ2.ė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µą¦╣¹Ą─ėį├µ┤uĄ─ųŲéõĘĮĘ©Ż¼Ųõ╠žš„į┌ė┌Ż║
ĪĪĪĪŲõ░³└©ęįŽ┬▓Į¾EŻ║
ĪĪĪĪAĪó╦ž┼„¾wĄ─ųŲéõ,░┤ųž┴┐Ę▌ųŲéõŻ║
ĪĪĪĪīó┤╔╔░20Ī½44Ę▌Ż¼š│═┴16Ī½26Ę▌Ż¼╩»╗ę╩»┴Ż6Ī½10Ę▌Ż¼╣Ķ╗ę╩»┴Ż6Ī½ 16Ę▌Ż¼╬█─Óį³18Ī½50Ę▌Ż¼═Ō╝ė╦«▓Ż┴¦0.8Ī½1.2Ę▌Ż¼╠š┤╔£p╦«ä®0.3Ī½ 0.5Ę▌Ż¼╚²Š█┴ū╦ßŌc0.1Ī½0.3Ę▌Ż¼ŽĪßīä®0.3Ī½0.5Ę▌Ż¼╦«50Ī½55Ę▌Ż¼ę╗ Ų─ź│╔╝ÜČ╚×ķ250─┐║YĄ─║YėÓ×ķ┘|┴┐░┘Ęų▒╚×ķ4%Ī½6%Ą─Ø{┴ŽŻ¼Įø│²ĶF▀^║YćŖ ņFĖ╔į’ųŲ│╔║¼┘|┴┐░┘Ęų▒╚6.5%Ī½7.5%╦«ĘųĄ─Ę█┴ŽŻ¼į┌300Ī½400╣½Į’/└Õ├ū2ē║┴”Ž┬ė├ūįäėę║ē║ÖCē║ųŲ│╔ą═Ż¼Ė╔į’ĖGĖ╔į’Īó▌üĄ└ĖG¤²│╔Ż¼ūŅĖ▀¤²│╔£žČ╚ĘČ ć·×ķ1080ĪµĪ½1140ĪµŻ¼¤²│╔Ģrķg45Ī½65ĘųńŖŻ¼╝┤Ą├╦ž┼„¾w;
ĪĪĪĪŲõųą┤╔╔░×ķ’L╗»┴╦Ą─┤╔╩»ĪóķL╩»╗“韊¦ÄrĄ─╗ņ║Ž╔░;╬█─Óį³×ķ░³└©Æü╣Ō ┤uĪóĘ┬╣┼┤u║═ėį├µ┤u╔·«a▀^│╠ųąĖ„╣żą“«a╔·Ą─ÅU╦«Įø╠Ä└Ē║¾ē║šźĄ─╬█─Óį³;
ĪĪĪĪBĪóĄūėįĄ─ųŲéõŻ¼░┤ųž┴┐Ę▌ųŲéõŻ║
ĪĪĪĪīó╚█ēKa30Ī½50Ę▌Ż¼╣Ķ╦ßõå5Ī½10Ę▌Ż¼Ė▀ÄX═┴12Ī½20Ę▌Ż¼ņč¤²Ė▀ÄX ═┴5Ī½10Ę▌Ż¼ķL╩»Ę█6Ī½26Ę▌Ż¼¤²╗¼╩»10Ī½26Ę▌Ż¼č§╗»õXĘ█3Ī½9Ę▌Ż¼ņč ¤²č§╗»õXĘ█3Ī½7Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.03Ī½0.06Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½ 0.8Ę▌Ż¼╦«37Ī½40Ę▌Ż¼ę╗Ų╗ņ║Ž─ź│╔╝ÜČ╚×ķ325─┐║YĄ─║YėÓ×ķ┘|┴┐░┘Ęų▒╚ 0.2%Ī½0.4%Ą─ėįØ{Ż¼Įø▀^║Y│²ĶFā”┤µ╝┤Ą├Ąūėį;
ĪĪĪĪŲõųą╚█ēKa░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█20Ī½30Ę▌Ż¼╠╝╦ßŌ}12Ī½16Ę▌Ż¼õåėóĘ█3Ī½9Ę▌Ż¼õć┤╔╩»Ę█10Ī½ 30Ę▌Ż¼╗¼╩»Ę█2Ī½8Ę▌Ż¼╩»ėóĘ█20Ī½30Ę▌Ż¼╠╝╦ßŌø1Ī½4Ę▌Ż¼┼╔░1Ī½4 Ę▌Ż¼╦∙ėąĮMĘųĄ─┴ŻČ╚Š∙ąĪė┌180─┐;īó╦∙ėąĮMĘųę╗ŲĘ┼╚ļ╗ņ║ŽÖC╗ņ║ŽĪó╚█ēK │žĖG╚█ųŲŻ¼╚█ųŲĄ─£žČ╚ĘČć·1500ĪµĪ½1540ĪµŻ¼╚╗║¾╦«┤Ń│╔╚█ēKŅw┴ŻŻ¼║µĖ╔╝┤ Ą├╚█ēKa;
ĪĪĪĪCĪó├µėįĄ─ųŲéõŻ¼░┤ųž┴┐Ę▌ųŲéõŻ║
ĪĪĪĪ╚█ēKb68Ī½78Ę▌Ż¼╚█ēKc18Ī½28Ę▌Ż¼č§╗»õ\1Ī½3Ę▌Ż¼Ė▀ÄX═┴2Ī½4 Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.06Ī½0.09Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½0.6Ę▌Ż¼╦«37Ī½ 40Ę▌Ż¼ę╗Ų╗ņ║Ž─ź│╔╝ÜČ╚×ķ325─┐║YĄ─║YėÓ×ķ┘|┴┐░┘Ęų▒╚0.2%Ī½0.4%Ą─ėį Ø{Ż¼Įø▀^║Y│²ĶFā”┤µ╝┤Ą├├µėį;
ĪĪĪĪŲõųą╚█ēKb░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█18Ī½22Ę▌Ż¼╠╝╦ßŌ}13Ī½17Ę▌Ż¼┼╦ß3Ī½7Ę▌Ż¼┼╔░1Ī½5Ę▌Ż¼ ╗¼╩»Ę█3Ī½5Ę▌Ż¼õåėóĘ█8Ī½14Ę▌Ż¼č§╗»õ\6Ī½10Ę▌Ż¼╠╝╦ßŌø1Ī½3Ę▌Ż¼╩» ėóĘ█27Ī½33Ę▌Ż¼╦∙ėąĮMĘųĄ─┴ŻČ╚Š∙ąĪė┌180─┐;īó╦∙ėąĮMĘųę╗ŲĘ┼╚ļ╗ņ║Ž ÖC╗ņ║ŽĪó╚█ēK│žĖG╚█ųŲŻ¼╚█ųŲĄ─£žČ╚ĘČć·1500ĪµĪ½1540ĪµŻ¼╚╗║¾╦«┤Ń│╔╚█ēK Ņw┴ŻŻ¼║µĖ╔╝┤Ą├╚█ēKb;
ĪĪĪĪŲõųą╚█ēKc░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█28Ī½36Ę▌Ż¼╠╝╦ßŌ}16Ī½20Ę▌Ż¼┼╦ß2Ī½5Ę▌Ż¼č§╗»õ\8Ī½12 Ę▌Ż¼č§╗»õXĘ█1Ī½2Ę▌Ż¼╠╝╦ßŌø1Ī½2Ę▌Ż¼╣Ķ╦ßõå1Ī½3Ę▌Ż¼╩»ėóĘ█30Ī½38 Ę▌Ż¼╦∙ėąĮMĘųĄ─┴ŻČ╚Š∙ąĪė┌180─┐;īó╦∙ėąĮMĘųę╗ŲĘ┼╚ļ╗ņ║ŽÖC╗ņ║ŽĪó╚█ēK │žĖG╚█ųŲŻ¼╚█ųŲĄ─£žČ╚ĘČć·1500ĪµĪ½1540ĪµŻ¼╚╗║¾╦«┤Ń│╔╚█ēKŅw┴ŻŻ¼║µĖ╔╝┤ Ą├╚█ēKc;
ĪĪĪĪDĪó«aŲĘĄ─ųŲéõ╝░¤²│╔Ż║
ĪĪĪĪīó╔Ž╩÷▓Į¾EAĄ├ĄĮĄ─╦ž┼„¾wŻ¼Ž╚╩®╔Ž╩÷▓Į¾EBųŲéõĄ├ĄĮĄ─ĄūėįŻ¼╩®ėį┴┐ ×ķ0.6Ī½0.7®K/®OŻ¼╦∙╩÷Ą─╩®ėį┴┐×ķ║¼╦«ėįØ{ųžŻ¼┤²Ąūėį│§Ė╔ĢrŻ¼į┘╩®╔Ž╩÷ ▓Į¾ECųŲéõĄ├ĄĮĄ─├µėįŻ¼╩®ėį┴┐×ķ0.8Ī½1.0®K/®OŻ¼╦∙╩÷Ą─╩®ėį┴┐×ķ║¼╦«ėį Ø{ųžŻ¼╚╗║¾Įø▀^Ž┤▀ģĪóėĪ╗©╗“▓╗ėĪ╗©Ż¼▀M╚ļ▌üĄ└ĖGėį¤²Ż¼ūŅĖ▀¤²│╔£žČ╚ĘČć· ×ķ1100ĪµĪ½1130ĪµŻ¼¤²│╔Ģrķg×ķ50Ī½70ĘųńŖŻ¼╚╗║¾Įø▀^─ź▀ģĪóĘų╝ē╣żą“Ż¼ ╝┤ųŲ│╔│╔ŲĘĪŻ
ĪĪĪĪšf├„Ģ°
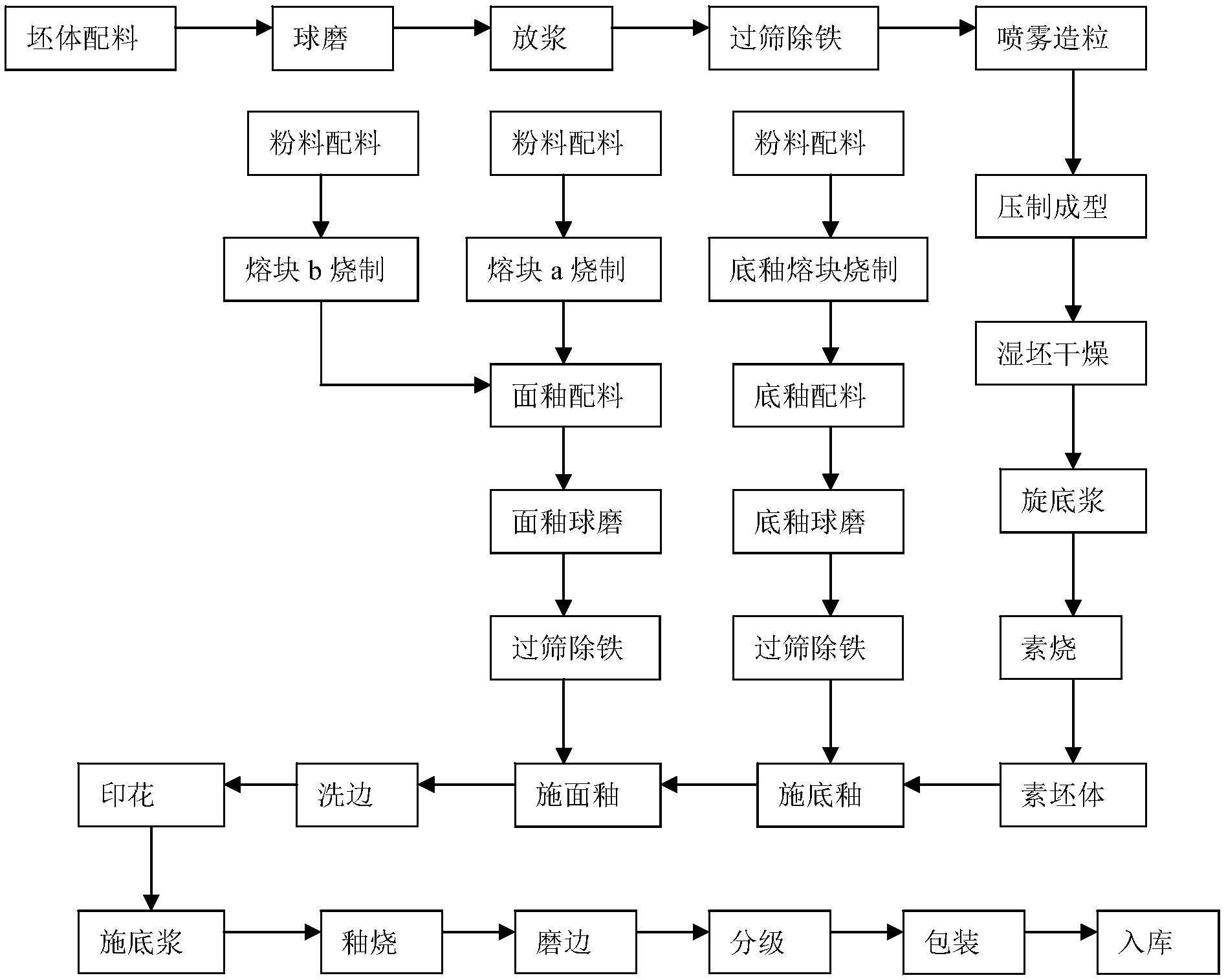
ĪĪĪĪė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µą¦╣¹Ą─ėį├µ┤u╝░ŲõųŲéõĘĮĘ©
ĪĪĪĪ╝╝ągŅIė“Ż║
ĪĪĪĪ▒Š░l├„╔µ╝░ėį├µ┤uĄ─ųŲéõ╝╝ągŅIė“Ż¼ė╚Ųõ╩ŪųĖę╗ĘNė├╬█─Óį³ųŲįņĄ─▒Ē├µ ėąńR├µą¦╣¹Ą─ėį├µ┤u╝░ųŲéõĘĮĘ©ĪŻ
ĪĪĪĪ▒│Š░╝╝ągŻ║
ĪĪĪĪ╠ņ╚╗╩»▓─ńõ└Ēūį╚╗┴„Ģ│ĪóŅü╔½§rŲGžSĖ╗Ż¼Ūę╩»┘|╝Ī└Ē▒Ē└’╚ńę╗Ż¼ę“┤╦╠ņ ╚╗╩»▓─į┌Įø▀^Æü╣ŌĪó┤“─ź╠Ä└Ē║¾Ż¼▒Ē├µŲĮ╗¼╚ńńRŻ¼═¼Ģr╩»▓─įŁėąĄ─Ņü╔½Īó╝y └ĒĪó╝Ī└Ē┘|Ėą▓╗Ą½ø]ėą╩▄ĄĮŲŲē─Ż¼Ę┤Č°Ė³’@Ą├ŪÕ╬·ūį╚╗Īóīė┤╬Ė³╝ėĘų├„Ż¼▒Ē ├µė╚╚ńĖ▓╔w┴╦ę╗īė═Ė├„Ą─╦«Š¦▓Ż┴¦Ż¼ŪÕĘfĖ▀č┼ĪóĖ╗¹É╠├╗╩Ż¼Č°Ųš═©╠š┤╔«aŲĘ ė╔ė┌▒Ē├µĄ─ėĪ╗©ėį┼c├µėįį┌¤²ųŲ▀^│╠ųąŻ¼Ģ■ŽÓ╗źū„ė├Ż¼┴¶Ž┬ąĪ░╝┐ė╝░▌p╬óĄ─ ░ÖŲżŻ¼ńR├µą¦╣¹▓╗╝░╠Ä└Ē║¾Ą─╠ņ╚╗╩»▓─Ż¼═¼Ģr▀@ą®╠š┤╔«aŲĘĄ─łD░Ė╝y└Ē▓╗─▄ Ž±╩»▓─ę╗śė▒Ē└’╚ńę╗Ż¼ę“┤╦ę▓▓╗─▄▓╔ė├Æü╣ŌĪó┤“─ź║¾└m╠Ä└ĒŻ¼Ę±ät▀@ą®ėĪ╔Ž ╚źĄ─łD░ĖĢ■į┌╠Ä└Ē▀^│╠ųą╩▄ĄĮŲŲē─Ż¼╔§ų┴═Ļ╚½Ž¹╩¦ĪŻę╗ą®ÆüėįĄ─╠š┤╔«aŲĘė╔ ė┌ŲõėĪ╗©łD░Ė├µ╔ŽĖ▓╔wĄ─ėį┴ŽŻ¼į┌Ė▀£ž¤²ųŲĢrĢ■┼cĖ▓╔wį┌Ž┬├µĄ─ėĪ╗©ėįĘ┤ æ¬Ż¼Å─Č°╩╣ėĪ╗©łD░Ė╝ÜąĪ╝y└Ē╩▄ĄĮŲŲē─Ż¼═¼Ģr×ķ┴╦▒ŻūC«aŲĘĄ─╩╣ė├ąį─▄Ż¼Ė▓ ╔wį┌ėĪ╗©łD░Ė├µ╔ŽĄ─ėį┴Ž▓╗─▄▀_ĄĮŽ±▓Ż┴¦ę╗śėĖ▀Č╚═Ė├„Ż¼ę“┤╦ī”ėĪ╗©ėįĄ─▓┐ ĘųŅü╔½░l╔½Ģ■«a╔·▌^┤¾Ą─ė░ĒæŻ¼ę“┤╦▀@ŅÉÆüėį╠š┤╔«aŲĘĄ─Ņü╔½▓╗╝░╠ņ╚╗╩»▓─ žSĖ╗Īó§rŲGŻ¼╝y└ĒĪó╝Ī└Ēę▓▓╗╚ń╠ņ╚╗╩»▓─ŪÕ╬·Īóūį╚╗ĪŻ
ĪĪĪĪ░l├„ā╚╚▌Ż║
ĪĪĪĪ▒Š░l├„Ą──┐Ą─į┌ė┌┐╦Ę■╔Ž╩÷╚▒³cŻ¼╠ß╣®ę╗ĘNė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µ ą¦╣¹Ą─ėį├µ┤u╝░ųŲéõĘĮĘ©Ż¼į┌▓╗ī”¼Fėąėį├µ┤u╔·«a╣ż╦ćū„│÷ųž┤¾Ė─ūāĄ─╗∙ĄA ╔ŽŻ¼ųž³cī”╦ž┼„¾wĄ─┼õĘĮĮM│╔ĪóĄūĪó├µėį╚█ēKĄ─ĮM│╔ĪóĄūĪó├µėįĄ─┼õĘĮĮM│╔ ▀Mąąš{š¹┼cā×╗»Ż¼Å─Č°╩╣ųŲįņĄ─«aŲĘ┼„┴Ž┼õĘĮųą╩╣ė├┴╦┤¾┴┐Ą─ÅU╦«╬█─Óį³Ż¼ ▀_ĄĮ┴╦╣Ø─▄Łh▒Ż╝░ÅU╬’裣h└¹ė├Ą──┐Ą─;═¼Ģr└¹ė├įō╝╝ągųŲįņĄ─▒Ē├µėąńR├µ ą¦╣¹Ą─ėį├µ┤u«aŲĘ▒Ē├µĄ─╣ŌØ╔Č╚Ī▌90Ż¼Ūęėį├µŲĮ╗¼╚ńńRĪóØÖØ╔╣Ō┴┴Īó¤oßś┐ūĪó ėį┼▌Ą╚╚▒Ž▌Ż¼ėĪ╗©«aŲĘĄ─ėĪ╗©łD░Ė═Ļ╚½│┴╚ļĄĮ├µėįųąŻ¼Ūę╝y└ĒŪÕ╬·Īó╔½Ø╔ŲG ¹ÉŻ¼Ę┬Ęį┌ėĪ╗©łD░Ė▒Ē├µĖ▓╔w┴╦ę╗ēKŪÕ│║═Ė├„Ą─▓Ż┴¦Ż¼žQŲ«aŲĘŻ¼ėį├µī”ų° ╬’¾wŻ¼ätėį├µ└’Ą─╬’¾wė░ūė╚ńį┌ńRūėŪ░├µę╗śėŻ¼ŪÕ╬·┐╔ęŖŻ¼═Ļ╚½▀_ĄĮ╠ņ╚╗╩» ▓─Įø▀^║¾└mÆü╣ŌĪó┤“─ź║¾╦∙Ą├Ą─Ė▀Ön╦ćągčb’Śą¦╣¹;═¼Ģrįō╝╝ągŠ▀éõ▌^ÅŖĄ─ Ųš▀mąįŻ¼ęūė┌į┌ąąśIā╚═ŲÅVĪŻ
ĪĪĪĪ×ķĮŌøQ╔Ž╩÷å¢Ņ}Ż¼▒Š░l├„═©▀^ęįŽ┬╝╝ągĘĮ░ĖīŹ¼F;
ĪĪĪĪ▒Š░l├„Ą─ė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µą¦╣¹Ą─ėį├µ┤uŻ¼Ųõ░³└©Ż║
ĪĪĪĪ╦ž┼„¾wŻ║░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪ┤╔╔░20Ī½44Ę▌Ż¼š│═┴16Ī½26Ę▌Ż¼╩»╗ę╩»┴Ż6Ī½10Ę▌Ż¼╣Ķ╗ę╩»┴Ż6Ī½ 16Ę▌Ż¼╬█─Óį³18Ī½50Ę▌Ż¼═Ō╝ė╦«▓Ż┴¦0.8Ī½1.2Ę▌Ż¼╠š┤╔£p╦«ä®0.3Ī½ 0.5Ę▌Ż¼╚²Š█┴ū╦ßŌc0.1Ī½0.3Ę▌Ż¼ŽĪßīä®0.3Ī½0.5Ę▌Ż¼╦«50Ī½55Ę▌;
ĪĪĪĪŲõųą┤╔╔░×ķ’L╗»┴╦Ą─┤╔╩»ĪóķL╩»╗“韊¦ÄrĄ─╗ņ║Ž╔░;╬█─Óį³×ķ░³└©Æü╣Ō ┤uĪóĘ┬╣┼┤u║═ėį├µ┤u╔·«a▀^│╠ųąĖ„╣żą“«a╔·Ą─ÅU╦«Įø╠Ä└Ē║¾ē║šźĄ─╬█─Óį³; ĄūėįŻ║░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪ╚█ēKa 30Ī½50Ę▌Ż¼╣Ķ╦ßõå5Ī½10Ę▌Ż¼Ė▀ÄX═┴12Ī½20Ę▌Ż¼ņč¤²Ė▀ÄX═┴5Ī½ 10Ę▌Ż¼ķL╩»Ę█6Ī½26Ę▌Ż¼¤²╗¼╩»10Ī½26Ę▌Ż¼č§╗»õXĘ█3Ī½9Ę▌Ż¼ņč¤²č§╗» õXĘ█3Ī½7Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.03Ī½0.06Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½0.8Ę▌Ż¼ ╦«37Ī½40Ę▌;
ĪĪĪĪŲõųą╚█ēKa░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█20Ī½30Ę▌Ż¼╠╝╦ßŌ}12Ī½16Ę▌Ż¼õåėóĘ█3Ī½9Ę▌Ż¼õć┤╔╩»Ę█10Ī½ 30Ę▌Ż¼╗¼╩»Ę█2Ī½8Ę▌Ż¼╩»ėóĘ█20Ī½30Ę▌Ż¼╠╝╦ßŌø1Ī½4Ę▌Ż¼┼╔░1Ī½4 Ę▌;
ĪĪĪĪ├µėįŻ║░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪ╚█ēKb 68Ī½78Ę▌Ż¼╚█ēKc 18Ī½28Ę▌Ż¼č§╗»õ\1Ī½3Ę▌Ż¼Ė▀ÄX═┴2Ī½4 Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.06Ī½0.09Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½0.6Ę▌Ż¼╦«37Ī½ 40Ę▌;
ĪĪĪĪŲõųą╚█ēKb░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█18Ī½22Ę▌Ż¼╠╝╦ßŌ}13Ī½17Ę▌Ż¼┼╦ß3Ī½7Ę▌Ż¼┼╔░1Ī½5Ę▌Ż¼ ╗¼╩»Ę█3Ī½5Ę▌Ż¼õåėóĘ█8Ī½14Ę▌Ż¼č§╗»õ\6Ī½10Ę▌Ż¼╠╝╦ßŌø1Ī½3Ę▌Ż¼╩» ėóĘ█27Ī½33Ę▌;
ĪĪĪĪŲõųą╚█ēKc░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█28Ī½36Ę▌Ż¼╠╝╦ßŌ}16Ī½20Ę▌Ż¼┼╦ß2Ī½5Ę▌Ż¼č§╗»õ\8Ī½12 Ę▌Ż¼č§╗»õXĘ█1Ī½2Ę▌Ż¼╠╝╦ßŌø1Ī½2Ę▌Ż¼╣Ķ╦ßõå1Ī½3Ę▌Ż¼╩»ėóĘ█30Ī½38 Ę▌ĪŻ
ĪĪĪĪ▒Š░l├„▀Ć╔µ╝░ę╗ĘNė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µą¦╣¹Ą─ėį├µ┤uĄ─ųŲéõĘĮ Ę©Ż¼Ųõ░³└©ęįŽ┬▓Į¾EŻ║
ĪĪĪĪAĪó╦ž┼„¾wĄ─ųŲéõ,░┤ęįŽ┬ųž┴┐Ę▌ųŲéõŻ║
ĪĪĪĪīó┤╔╔░20Ī½44Ę▌Ż¼š│═┴16Ī½26Ę▌Ż¼╩»╗ę╩»┴Ż6Ī½10Ę▌Ż¼╣Ķ╗ę╩»┴Ż6Ī½ 16Ę▌Ż¼╬█─Óį³18Ī½50Ę▌Ż¼═Ō╝ė╦«▓Ż┴¦0.8Ī½1.2Ę▌Ż¼╠š┤╔£p╦«ä®0.3Ī½ 0.5Ę▌Ż¼╚²Š█┴ū╦ßŌc0.1Ī½0.3Ę▌Ż¼ŽĪßīä®0.3Ī½0.5Ę▌Ż¼╦«50Ī½55Ę▌Ż¼ę╗ Ų─ź│╔╝ÜČ╚×ķ250─┐║YĄ─║YėÓ×ķ┘|┴┐░┘Ęų▒╚×ķ4%Ī½6%Ą─Ø{┴ŽŻ¼Įø│²ĶF▀^║YćŖ ņFĖ╔į’ųŲ│╔║¼┘|┴┐░┘Ęų▒╚6.5%Ī½7.5%╦«ĘųĄ─Ę█┴ŽŻ¼į┌300Ī½400╣½Į’/└Õ├ū2 ē║┴”Ž┬ė├ūįäėę║ē║ÖCē║ųŲ│╔ą═Ż¼Ė╔į’ĖGĖ╔į’Īó▌üĄ└ĖG¤²│╔Ż¼ūŅĖ▀¤²│╔£žČ╚ĘČ ć·×ķ1080ĪµĪ½1140ĪµŻ¼¤²│╔Ģrķg45Ī½65ĘųńŖŻ¼╝┤Ą├╦ž┼„¾w;
ĪĪĪĪŲõųą┤╔╔░×ķ’L╗»┴╦Ą─┤╔╩»ĪóķL╩»╗“韊¦ÄrĄ─╗ņ║Ž╔░;╬█─Óį³×ķ░³└©Æü╣Ō ┤uĪóĘ┬╣┼┤u║═ėį├µ┤u╔·«a▀^│╠ųąĖ„╣żą“«a╔·Ą─ÅU╦«Įø╠Ä└Ē║¾ē║šźĄ─╬█─Óį³; BĪóĄūėįĄ─ųŲéõŻ¼░┤ęįŽ┬ųž┴┐Ę▌ųŲéõŻ║
ĪĪĪĪīó╚█ēKa 30Ī½50Ę▌Ż¼╣Ķ╦ßõå5Ī½10Ę▌Ż¼Ė▀ÄX═┴12Ī½20Ę▌Ż¼ņč¤²Ė▀ÄX ═┴5Ī½10Ę▌Ż¼ķL╩»Ę█6Ī½26Ę▌Ż¼¤²╗¼╩»10Ī½26Ę▌Ż¼č§╗»õXĘ█3Ī½9Ę▌Ż¼ņč ¤²č§╗»õXĘ█3Ī½7Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.03Ī½0.06Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½ 0.8Ę▌Ż¼╦«37Ī½40Ę▌Ż¼ę╗Ų╗ņ║Ž─ź│╔╝ÜČ╚×ķ325─┐║YĄ─║YėÓ×ķ┘|┴┐░┘Ęų▒╚ 0.2%Ī½0.4%Ą─ėįØ{Ż¼Įø▀^║Y│²ĶFā”┤µ╝┤Ą├Ąūėį;
ĪĪĪĪŲõųą╚█ēKa░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█20Ī½30Ę▌Ż¼╠╝╦ßŌ}12Ī½16Ę▌Ż¼õåėóĘ█3Ī½9Ę▌Ż¼õć┤╔╩»Ę█10Ī½ 30Ę▌Ż¼╗¼╩»Ę█2Ī½8Ę▌Ż¼╩»ėóĘ█20Ī½30Ę▌Ż¼╠╝╦ßŌø1Ī½4Ę▌Ż¼┼╔░1Ī½4 Ę▌Ż¼╦∙ėąĮMĘųĄ─┴ŻČ╚Š∙ąĪė┌180─┐;īó╦∙ėąĮMĘųę╗ŲĘ┼╚ļ╗ņ║ŽÖC╗ņ║ŽĪó╚█ēK │žĖG╚█ųŲŻ¼╚█ųŲĄ─£žČ╚ĘČć·1500ĪµĪ½1540ĪµŻ¼╚╗║¾╦«┤Ń│╔╚█ēKŅw┴ŻŻ¼║µĖ╔╝┤ Ą├╚█ēKa;
ĪĪĪĪCĪó├µėįĄ─ųŲéõŻ¼░┤ęįŽ┬ųž┴┐Ę▌ųŲéõŻ║
ĪĪĪĪ╚█ēKb 68Ī½78Ę▌Ż¼╚█ēKc 18Ī½28Ę▌Ż¼č§╗»õ\1Ī½3Ę▌Ż¼Ė▀ÄX═┴2Ī½4 Ę▌Ż¼═Ō╝ė¶╚╝ū╗∙└wŠS╦ž0.06Ī½0.09Ę▌Ż¼╚²Š█┴ū╦ßŌc0.4Ī½0.6Ę▌Ż¼╦«37Ī½ 40Ę▌Ż¼ę╗Ų╗ņ║Ž─ź│╔╝ÜČ╚×ķ325─┐║YĄ─║YėÓ×ķ┘|┴┐░┘Ęų▒╚0.2%Ī½0.4%Ą─ėį Ø{Ż¼Įø▀^║Y│²ĶFā”┤µ╝┤Ą├├µėį;
ĪĪĪĪŲõųą╚█ēKb░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█18Ī½22Ę▌Ż¼╠╝╦ßŌ}13Ī½17Ę▌Ż¼┼╦ß3Ī½7Ę▌Ż¼┼╔░1Ī½5Ę▌Ż¼ ╗¼╩»Ę█3Ī½5Ę▌Ż¼õåėóĘ█8Ī½14Ę▌Ż¼č§╗»õ\6Ī½10Ę▌Ż¼╠╝╦ßŌø1Ī½3Ę▌Ż¼╩» ėóĘ█27Ī½33Ę▌Ż¼╦∙ėąĮMĘųĄ─┴ŻČ╚Š∙ąĪė┌180─┐;īó╦∙ėąĮMĘųę╗ŲĘ┼╚ļ╗ņ║Ž ÖC╗ņ║ŽĪó╚█ēK│žĖG╚█ųŲŻ¼╚█ųŲĄ─£žČ╚ĘČć·1500ĪµĪ½1540ĪµŻ¼╚╗║¾╦«┤Ń│╔╚█ēK Ņw┴ŻŻ¼║µĖ╔╝┤Ą├╚█ēKb;
ĪĪĪĪŲõųą╚█ēKc░┤ęįŽ┬ųž┴┐Ę▌ĮMĘ▌┼õųŲŻ║
ĪĪĪĪķL╩»Ę█28Ī½36Ę▌Ż¼╠╝╦ßŌ}16Ī½20Ę▌Ż¼┼╦ß2Ī½5Ę▌Ż¼č§╗»õ\8Ī½12 Ę▌Ż¼č§╗»õXĘ█1Ī½2Ę▌Ż¼╠╝╦ßŌø1Ī½2Ę▌Ż¼╣Ķ╦ßõå1Ī½3Ę▌Ż¼╩»ėóĘ█30Ī½38 Ę▌Ż¼╦∙ėąĮMĘųĄ─┴ŻČ╚Š∙ąĪė┌180─┐;īó╦∙ėąĮMĘųę╗ŲĘ┼╚ļ╗ņ║ŽÖC╗ņ║ŽĪó╚█ēK │žĖG╚█ųŲŻ¼╚█ųŲĄ─£žČ╚ĘČć·1500ĪµĪ½1540ĪµŻ¼╚╗║¾╦«┤Ń│╔╚█ēKŅw┴ŻŻ¼║µĖ╔╝┤ Ą├╚█ēKc;
ĪĪĪĪDĪó«aŲĘĄ─ųŲéõ╝░¤²│╔Ż║
ĪĪĪĪīó╔Ž╩÷▓Į¾EAĄ├ĄĮĄ─╦ž┼„¾wŻ¼Ž╚╩®╔Ž╩÷▓Į¾EBųŲéõĄ├ĄĮĄ─ĄūėįŻ¼╩®ėį┴┐ ×ķ0.6Ī½0.7®K/m2Ż¼╦∙╩÷Ą─╩®ėį┴┐×ķ║¼╦«ėįØ{ųžŻ¼┤²Ąūėį│§Ė╔ĢrŻ¼į┘╩®╔Ž╩÷ ▓Į¾ECųŲéõĄ├ĄĮĄ─├µėįŻ¼╩®ėį┴┐×ķ0.8Ī½1.0®K/m2Ż¼╦∙╩÷Ą─╩®ėį┴┐×ķ║¼╦«ėį Ø{ųžŻ¼╚╗║¾Įø▀^Ž┤▀ģĪóėĪ╗©╗“▓╗ėĪ╗©Ż¼▀M╚ļ▌üĄ└ĖGėį¤²Ż¼ūŅĖ▀¤²│╔£žČ╚ĘČć· ×ķ1100ĪµĪ½1130ĪµŻ¼¤²│╔Ģrķg×ķ50Ī½70ĘųńŖŻ¼╚╗║¾Įø▀^─ź▀ģĪóĘų╝ē╣żą“Ż¼ ╝┤ųŲ│╔│╔ŲĘĪŻ
ĪĪĪĪė├WGG60-E4╣ŌØ╔Č╚ėŗ£y┴┐│╔ŲĘ▒Ē├µĄ─╣ŌØ╔Č╚Ī▌90Ż¼Ūęėį├µŲĮ╗¼╚ńńRĪó ØÖØ╔╣Ō┴┴Īó¤oßś┐ūĪóėį┼▌Ą╚╚▒Ž▌Ż¼ėĪ╗©«aŲĘĄ─ėĪ╗©łD░Ė╝y└ĒŪÕ╬·Īó╔½Ø╔ŲG¹ÉĪó ėĪ╗©łD░Ė═Ļ╚½│┴╚ļĄĮ├µėįųąŻ¼Ę┬Ęį┌łD░Ė╔ŽĖ▓╔w┴╦ę╗ēKŠ¦¼ō═Ė├„▓Ż┴¦Ż¼žQŲ «aŲĘŻ¼ėį├µī”ų°╬’¾wŻ¼ätėį├µ└’Ą─╬’¾wė░ūė╚ńį┌ńRūė└’ę╗śėŻ¼ŪÕ╬·┐╔ęŖĪŻ
ĪĪĪĪ▒Š░l├„Ą─ė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µą¦╣¹Ą─ėį├µ┤u╝░ųŲéõĘĮĘ©Ż║
ĪĪĪĪ═©▀^ī”╦ž┼„¾wĄ─┼õĘĮĮM│╔▀Mąą┴╦ā×╗»Ż¼▓╗Ą½┐╔ęįį┌┼„¾w┼õĘĮųą╠Ē╝ė┤¾┴┐ Æü╣Ō┤uĪóĘ┬╣┼┤u║═ėį├µ┤u╔·«a▀^│╠ųąĖ„╣żą“«a╔·Ą─ÅU╦«Įø╠Ä└Ē║¾ē║šźĄ─╬█─Ó į³Ż¼ūāÅU×ķīÜŻ¼ĮĄĄ═┴╦╔·«a│╔▒ŠĄ─═¼Ģrėų▀_ĄĮ┴╦╣Ø─▄£p┼┼Ą──┐Ą─;═¼ĢrŻ¼ė╔ ė┌▀@ą®╬█─Óį³ųą║¼ėą┤¾┴┐Ą─Æü╣Ō┤uĪóĘ┬╣┼┤u║═ėį├µ┤uį┌─ź▀ģ╝░Æü╣Ō▀^│╠ųąÄ¦ ╚ļĄ──źŅ^ą╝Ż¼ė╔ė┌▀@ą®─źŅ^ą╝└’║¼ėą┤¾┴┐Ą─╠╝╗»╣Ķļs┘|Ż¼Įø░l├„╚╦蹊┐░l¼FŻ¼ ╠╝╗»╣Ķį┌Ė▀£žųąĢ■Ę┼│÷┤¾┴┐Ą─Č■č§╗»╠╝ÜŌ¾wŻ¼▀@ą®ÜŌ¾wĢ■įņ│╔╠š┤╔┤u┼„¾w«a ╔·ūāą╬Ż¼╔§ų┴░l┼▌Å─Č°ŲŲē─┤u¾wŻ¼Ą½╠Ē╝ė▀@ą®╬█─Óį³Ą─╦ž┼„¾wĮø▒Š░l├„╚╦čą Š┐░l¼FŻ¼▀@ą®╦ž┼„¾wĄ─▒Ē├µėąįSČÓķ_┐┌Ą─ąĪÜŌ┐ūŻ¼▀@ą®ķ_┐┌ąĪÜŌ┐ūį┌╩®ėįĢr ─▄ē“╦▓ķgīóėįØ{└’Ą─╦«Ę▌ØB═ĖĄĮ┼„¾w└’├µŻ¼Å─Č°╩╣╩®═ĻėįĄ─░ļ│╔ŲĘ▒Ē├µ╣Ō╗¼ ŲĮš¹Ż¼▓óį┌╩®═ĻėįĄ─«aŲĘ▒Ē├µ┴¶Ž┬┤¾┴┐Ą─ķ_┐┌ÜŌ┐ūŻ¼▀@ą®ÜŌ┐ū─▄╩╣ėĪ╗©ėįųą Ą─╠Ē╝ėä®ę▓─▄┐ņ╦┘ØB═ĖĄĮ├µėį└’Ż¼╩╣ėĪ╗©łD░Ė╝y└ĒŪÕ╬·Ż¼▓╗Ģ■ę“Ė„ĘNŅü╔½ėĪ ╗©Ģr┬²Ė╔Č°╗źŽÓØÖرöU╔óČ°╩╣łD░Ė╝y└Ē─Ż║²;┴Ēę╗ĘĮ├µ▀@ą®ėĪ╗©ėį┴Żūėį┌Ė▀ £žņč¤²ĢrŻ¼─▄ē“Å─▀@ą®ķ_┐┌ąĪÜŌ┐ūųąØB═ĖĄĮėį▒ĒŽ┬├µŻ¼×ķ«aŲĘ½@Ą├Ė▀ŪÕ╬·Ą─ łD░Ė╝y└Ē║═Ė▀Č╚Ą─ńR├µą¦╣¹ŲĄĮėą└¹Ą─┤┘▀Mū„ė├ĪŻ
ĪĪĪĪ═©▀^ī”Ąūėį╚█ēKĄ─ĮM│╔ĪóĄūėį┼õĘĮĮM│╔Ą─ā×╗»Ż¼ę╗ĘĮ├µ┤_▒ŻĄūėįį┌Ė▀£ž ųą═ĖÜŌąį┴╝║├Ż¼╩╣┼„¾wųą╬█─Óį³į┌Ė▀£žųąßīĘ┼Ą─ÜŌ¾w─▄ē“╝░Ģr┼┼│÷;┴Ēę╗ĘĮ ├µėų─▄ē“┼c┼„¾w╝░├µėįą╬│╔ĘĆ╣╠Ą─ųąķgīėüĒŲĮ║Ō┼„ĪóėįĄ─┼“├øŽĄöĄŻ¼▒ŻūC┴╦ «aŲĘĄ─ŲĮš¹Č╚Īóėų╠ßĖ▀┴╦«aŲĘĄ─┐╣¤ßšąįŻ¼═¼ĢrĄūėįėųę¬▒ŻūCĘŪ│Ż┴╝║├Ą─š┌ ╔w┴”║═Ė▀£žčėš╣ąįŻ¼ę“×ķ╦³▓╗Ą½ę¬─▄ē“īó╦ž┼„¾w▒Ē├µĄ─ąĪ░╝┐ė╠ŅŲĮŻ¼Č°Ūę▒Ē ├µėųę¬╣Ō╗¼ŲĮš¹Ż¼Š∙ä“ų┬├▄Ż¼ęį▒ŻūC├µėį½@Ą├Ė▀Č╚Ą─ńR├µą¦╣¹ĪŻ
ĪĪĪĪ═©▀^ī”├µėį╚█ēKĄ─ĮM│╔Īó├µėį▓╗═¼ąį─▄╚█ēKĄ─ā×▀x║═ā×╗»Īó├µėįĄ─┼õĘĮ ĮM│╔Ą─š{š¹┼cā×╗»¬q×ķĻPµIŻ¼ę╗ĘĮ├µŻ¼Ųõ╩╝╚┌£žČ╚ę¬Ė▀Ż¼į┌┼„¾wĄ─╬█─Óį³┼┼ Ę┼┤¾┴┐ÜŌ¾wĢrŻ¼Ųõ▒žĒÜę¬▒ŻūCėą┤¾┴┐Ą─ķ_┐┌ÜŌ┐ūŻ¼ūī▀@ą®ÜŌ¾w─▄ē“Ēś└¹┼┼│÷Ż¼ ═¼ĢrėĪį┌Ųõ├µ╔ŽĄ─ėĪ╗©ėį┴Żūėį┌Ųõą╬│╔▓Ż┴¦ŽÓĢr─▄ē“═©▀^▀@ą®ąĪÜŌ┐ūØBĄĮ ├µėįĄ─ėį▒ĒŽ┬├µĪŻ┴Ēę╗ĘĮ├µŻ¼├µėįĄ─Ė▀£žčėš╣ąįėųę¬║├Ż¼į┌ėį¤²┐ņę¬ĮY╩°ĢrŻ¼ ─▄ē“╦▓ķg«a╔·┤¾┴┐Ą─▓Ż┴¦ŽÓŻ¼ĘŌķ]▀@ą®ąĪÜŌ┐ūŻ¼▓óą╬│╔╣Ō╗¼ŲĮš¹ĪóŠ∙ä“ų┬├▄ Ą─▓Ż┴¦├µŻ¼ęį▒ŻūC«aŲĘ▒Ē├µŠ▀ėąĖ▀Č╚Ą─╣ŌØ╔Č╚╝░ńR├µą¦╣¹║═┴╝║├Ą─ėį├µ┘| ┴┐Ż¼▓╗«a╔·ßś┐ūĪó░ÖŲżĪóėį┼▌Ą╚╚▒Ž▌;┴Ēę╗ĘĮ├µŻ¼▓Ż┴¦ŽÓį┌ĘŌķ]▀@ą®ąĪÜŌ┐ū ▀^│╠ųąŻ¼▀Ć▓╗─▄ī”ėĪ╗©ėįĄ─┴Żūė«a╔·ŲŲē─Ż¼į┌▒ŻūCłD░Ė╝y└ĒŪÕ╬·Ą─═¼ĢrŻ¼æę ĖĪį┌ėį▒ĒŽ┬├µĪŻę“┤╦▒Š░l├„Ą─├µėį╚█ēKĮM│╔ųąŻ¼ī”╠ßĖ▀╩╝╚┌£žČ╚╝░į÷╝ėĖ▀£ž š│Č╚Ą─╩»ėóĪóõåėóĘ█Īóč§╗»õXĘ█Īó╣Ķ╦ßõåĄ─║¼┴┐▒╚▌^▀mę╦Ż¼═¼Ģr▀Ć▀m┴┐╠Ē╝ė ┴╦ī”į÷╝ėĖ▀£žčėš╣ąįŲ┤┘▀Mū„ė├Ą─┼╦ßĪó┼╔░Īó╗¼╩»ĪóķL╩»Ę█Īóč§╗»õ\Īó╠╝ ╦ßŌøįŁ┴ŽĪŻ
ĪĪĪĪŠC║ŽČ°čįŻ¼▒Š░l├„ė├╬█─Óį³ųŲįņĄ─▒Ē├µėąńR├µą¦╣¹Ą─ėį├µ┤u╝░ŲõųŲéõĘĮ Ę©ėą╚ńŽ┬ā׳cŻ║
ĪĪĪĪ1Īóā×╗»┴╦╦ž┼„¾wĄ─┼õĘĮĮM│╔ĪóĄūĪó├µėį╚█ēKĄ─ĮM│╔ĪóĄūėįĄ─┼õĘĮĮM│╔Īó ├µėį▓╗═¼ąį─▄╚█ēKĄ─ā×▀x╝░┼õ▒╚Īó├µėįĄ─┼õĘĮĮM│╔Ż¼Å─Č°╩╣«aŲĘĄ─▒Ē├µ╣ŌØ╔ Č╚Ī▌90Ż¼Ūęėį├µŲĮ╗¼╚ńńRĪóØÖØ╔╣Ō┴┴Īó¤oßś┐ūĪóėį┼▌Ą╚╚▒Ž▌Ż¼ėĪ╗©łD░Ė═Ļ╚½ │┴╚ļ├µėįųąŻ¼╝y└ĒŪÕ╬·Īó╔½Ø╔ŲG¹ÉŻ¼Ę┬Ęį┌ėĪ╗©łD░Ė╔ŽĖ▓╔w┴╦ę╗īėŪÕ│║═Ė├„ Ą─▓Ż┴¦Ż¼╚ńńRūė░ŃŻ¼╩╣«aŲĘĄ─čb’Śą¦╣¹╝░╦ćąg├└Ėą┤¾×ķ╠ßĖ▀ĪŻ
ĪĪĪĪ2Īóįō«aŲĘ▒Ē├µŲĮš¹Č╚ĪóöÓ┴č─ŻöĄĪó┐╣š█ÅŖČ╚Īó╬³╦«┬╩Īó─═╦ßēAąįĪó┐╣ ¤ßšąįĪóĘ┼╔õąįĪóŃUµk╚▄│÷┴┐Š∙▀_ĄĮGB/T4100-2006ĪóGB6566-2011╝░ HJ/T297-2006ś╦£╩ę¬Ū¾ĪŻ
ĪĪĪĪ3Īó┼„¾w┼õĘĮųą╩╣ė├┴╦┤¾┴┐Ą─╠š┤╔ÅUį³Ż¼╩╣Ą├į┌ĮĄĄ═╔·«a│╔▒ŠĄ─═¼Ģrėų ▀_ĄĮ┴╦╣Ø─▄£p┼┼Ą──┐Ą─;═¼Ģr▓╔ė├¼FėąĄ─ėį├µ┤u╔·«a╣ż╦ćŻ¼ęūė┌īŹ¼F«aśI╗» ęÄ─ŻĪŻ





