ļŖÕāÅU╦«µćļxūė│¼ś╦å¢Ņ}Ęų╬÷╝░╝╝ąg╠Ä└Ē
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2019-10-12 14:00:57
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
š¬ę¬Ż║▒Š╬─ßśī”╣½╦Šą┬Į©ļŖÕāÅU╦«╠Ä└Ēųąą─Ą─į┌ŠĆ▒O£yŽĄĮyft¼FÅU╦«╠Ä└Ē║¾┐é┼┼┐┌µćļxūė│¼ś╦Ą─å¢Ņ}Ż¼▓╔╚Ī║Į╠ņŽĄĮy┘|┴┐å¢Ņ}Üw┴ŃĄ─╩ųČ╬Ż¼═©▀^╣╩šŽśõĘų╬÷Ż¼┼┼▓ķ┴╦ÅU╦«Ęų┴„Ęųų╬ŪķørĪóļŖÕāµćŽĄÅU╦«╠Ä└ĒĄ─║Ž└ĒąįįOėŗĪóÅU╦«╠Ä└ĒŽĄĮyĄ─╣▄└Ē║═▄ćķg╔·«a╣▄└ĒĄ╚ĘĮ├µŻ¼Č©╬╗┴╦å¢Ņ}Ą─░l╔·įŁę“Ż¼▓ó╠ßft┴╦ŽÓæ¬Ą─ĮŌøQ║═ŅAĘ└┤ļ╩®Ż¼┤_▒ŻļŖÕāÅU╦«Ė„ĒŚųĖś╦Ą─▀_ś╦┼┼Ę┼ĪŻ
ĻPµIį~Ż║ļŖÕāÅU╦«╠Ä└Ēųąą─Ż╗µćļxūė│¼ś╦Ż╗╣╩šŽśõĘų╬÷ųąłDĘųŅÉ╠¢Ż║X781.1 ╬─½Iś╦ūR┤aŻ║A
Analysis and Treatment of Excessive Nickel Ion in Electroplat⁃ ing Wastewater
LIU JinlingŻ¼CHEN Junfeng
Ż©Guilin Aerospace Electronics Co. Ltd.Ż¼Guilin 541002Ż¼ChinaŻ®
AbstractŻ║In this paperŻ¼means of zero quality problem of space system were adopted to deal with the problem of excessive nickel ion in the total discharge outlet of the new electroplating wastewater treat⁃ ment center online monitoring system of the company. The separation and treatment of wastewaterŻ¼the rational design of electroplating nickel wastewater treatmentŻ¼the management of wastewater treatment system and workshop production were investigated through fault tree analysis. Based on whichŻ¼the causes of the problems were identifiedŻ¼and the corresponding solutions and preventive measures were put forward to ensure the standard discharge of electroplating wastewater.
KeywordsŻ║Nickel electroplating wastewater treatment centerŻ╗nickel ion exceeding standardŻ╗fault tree analysis
╣┴ų║Į╠ņļŖūėėąŽ▐╣½╦Š╩Ūę╗╝ę║Į╠ņÖCļŖį¬Ų„╝■Ż©ĮMŻ®╝■Ą─Ė▀┐Ų╝╝Ų¾śIŻ¼ų„ę¬čąųŲ╔·«a└^ļŖŲ„Īó▀BĮėŲ„Īó╠žĘNķ_ĻP║═ąĪą═āxŲ„įOéõĄ╚«aŲĘŻ¼▒Ē├µ╠Ä└Ē╣ż╦ćų„ę¬ėąÕāĮĪóÕāŃyĪóÕāŃ~ĪóÕāµćĄ╚Ż¼ŲõųąÕāµć╩Ū╣½╦ŠĄ─ų„ę¬ÕāĘNĪŻĮ³─ĻüĒļSų°╣½╦ŠĄ─░lš╣Ż¼«aŲĘļŖÕā┴┐┤¾Ę∙į÷╝ėŻ¼┼fÅU╦«╠Ä└ĒŽĄĮyļyęįžō║╔Ż¼ę“┤╦ą┬Į©┴╦ļŖÕāÅU╦«╠Ä└Ēųąą─ęįØMūŃ╣½╦Š╔·«a║═╔ńĢ■ŁhŠ│▒Żūoę¬Ū¾ĪŻ
Įø▀^ę╗─ĻČÓĢrķgĄ─Į©įOŻ¼ÅU╦«╠Ä└Ēųąą─▀M╚ļįć▀\ąąļAČ╬ĪŻįć▀\ąąŲ┌ķgŻ¼│÷¼Fę╗┤╬µć║¼┴┐┤¾ė┌ GB21900-2008ĪČļŖÕā╬█╚Š╬’┼┼Ę┼ś╦£╩ĪĘųąęÄČ©Ą─0.5 mg/L Ą─«É│ŻŪķørŻ¼Ųõ╦³Ė„▒O£yųĖś╦š²│ŻĪŻė╔ė┌å¢Ņ}▓╗Å═¼FŻ¼Ų¾śI├µ┼Rą┬įO╩®“×╩šŲ┌Ž▐║═Łh▒ŻĄ─ē║┴”äĪį÷Ż¼ąĶę¬═©▀^ŽĄĮy╩ß└Ē║═å¢Ņ}ųę╗┼┼▓ķüĒ┤_šJ│¼ś╦įŁę“Ż¼╠ß│÷║¾└mŅAĘ└┤ļ╩®Ż¼┤_▒ŻļŖÕāÅU╦«▀_ś╦┼┼Ę┼ĪŻ
1å¢Ņ}┼┼▓ķĘĮĘ©
ą┬Į©ļŖÕāÅU╦«╠Ä└Ēųąą─į┌ŠĆ▒O£yŽĄĮyÖz£yĄĮ║¼µćļxūė│¼ś╦║¾Ż¼Įø▓ķ┐┤ÅU╦«╠Ä└Ēėøõø║═įāå¢▓┘ū„š▀Č╝╬┤░l¼F«É│ŻŻ¼Ūęå¢Ņ}▓╗│ų└m▓╗ųžÅ═Ż¼×ķ┼╝░l¼FŽ¾Ż¼å¢Ņ}░l╔·įŁę“ļyęįČ©╬╗ĪŻßśī”┤╦ŅÉįŁę“▓╗├„┤_Ą─╣╩šŽŻ¼čąŠ┐▓╔╚Ī┴╦║Į╠ņŽĄĮy┘|┴┐å¢Ņ}Üw┴Ń│Żė├Ą─╣╩šŽśõĘų╬÷Ę©Ż¼īóĖ„ė░Ēæę“╦žųę╗┴ą│÷Ż¼╣╩šŽśõĮYśŗ╚ńłD1 ╦∙╩ŠĪŻĖ∙ō■╣╩šŽśõĄ─Ąū╩┬╝■Ż¼▀Mąą┴╦ųĒŚ┼┼▓ķĪó┤_šJ║═Ęų╬÷ĪŻ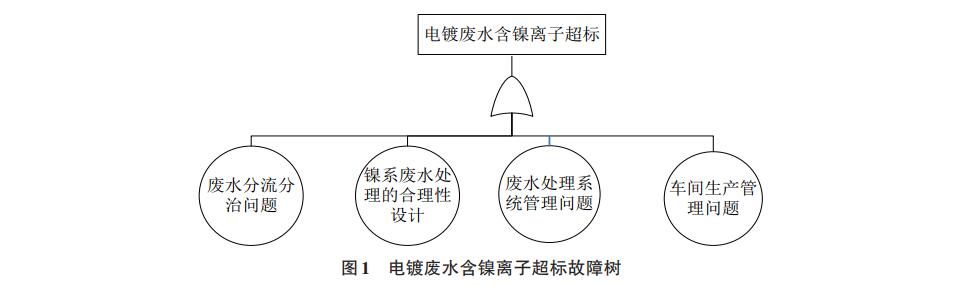
2ė░Ēæę“╦žĘų╬÷
2.1ÅU╦«Ęų┴„Ęųų╬Ūķør
ę╗░Ńé„ĮyļŖÕā╣ż╦ćĄ─Õāę║╚į╩Ūęį╦«╚▄ę║×ķų„Ż¼Ąõą═╣ż╦ć┴„│╠░³└©Ż║├ōų¼ĪóŪÕŽ┤Īó╗Ņ╗»ĪóļŖÕāĪóŪÕŽ┤ĪóĖ╔į’Ą╚Ż█1Ż▌ĪŻį┌┤╦▀^│╠ųąŻ¼ÅU╦«üĒį┤░³└©┴╦Ė„ŅÉŪÕŽ┤╦«Ż¼ļŖÕāĦ│÷ę║╗“Üł┴¶ę║ęį╝░ļŖÕāÅUę║Ą╚Ż█2Ż▌ĪŻ╬ę╣½╦Š╔·«a╔µ╝░ęįŽ┬ļŖÕā╣ż╦ćŻ║Ū░╠Ä└ĒŻ©░³└©│²ė═├ōų¼Īó╦ߎ┤Ż®ĪóŪĶ╗»ÕāŃ~Īó╦ßąįÕāŃ~Īó╦ßąįÕāµćĪó╗»īWÕāµćĪóŪĶ╗»ÕāŃyĪóÖÄ├╩╦ßÕāĮĪóÕaŃU║ŽĮļŖÕāęį╝░ŽÓæ¬ÕāĘNĄ─═╦ÕāĄ╚ĪŻę“┤╦Ż¼ļŖÕāÅU╦«ų„ę¬ė╔║¼ŃtÅU╦«Īó║¼µćÅU╦«Īó║¼ŪĶÅU╦«╝░╦ßēAÅU╦«Ą╚Ė„ŽĄ╦«ĮM│╔ĪŻ
HJ2002-2010ĪČļŖÕāÅU╦«ų╬└Ē╣ż│╠╝╝ągęÄĘČĪĘ├„┤_┴╦ļŖÕāÅU╦«Ą─╩š╝»Īóš{╣ØĪó╠Ä└ĒĪó┼┼Ę┼║═╬█─Ó╠Ä└ĒĄ╚ā╚╚▌Ż¼ę¬Ū¾ļŖÕāÅU╦«æ¬ĘųŅÉ╩š╝»ĪóĘų┘|╠Ä└ĒŻ█3Ż▌ĪŻ╬ę╣½╦Šę└ō■įōįŁätŻ¼ą┬Į©ÅU╦«╠Ä└Ēųąą─Ą─įOėŗž×Åž┬õīŹĪ░ŪÕ╬█Ęų┴„Īóå╬¬Üų╬└ĒĪ▒Ą─įŁätĪŻßśī”║¼ŃtĪó║¼ŪĶĪó║¼µćĄ╚║¼Ą┌ę╗ŅÉ╬█╚Š╬’Ą─ļŖÕāÅU╦«Ż¼Ž╚å╬¬ÜĘų┘|ŅA╠Ä└ĒŻ¼▓óĮY║ŽųžĮī┘║═┘FĮī┘╗ž╩šĪóųą╦«╗žė├Ą╚┤ļ╩®Ż¼ęįŲĮ║Ō▀_ś╦┼┼Ę┼║═╗∙Į©▀\ąą│╔▒ŠĪŻė╔ė┌║¼µćÅU╦«ęčū„Ęų┴„Ęųų╬╠Ä└ĒŻ¼ŪęŲõ╦³ÅU╦«▓╗║¼µćļxūėŻ¼ę“┤╦▓╗┤µį┌įOėŗ╔ŽĄ─║¼µćÅU╦«╗ņ┼┼║═╗ņ║ŽÅU╦«╠Ä└Ēī¦ų┬µćļxūėØŌČ╚│¼ś╦å¢Ņ}ĪŻ
2.2ļŖÕāµćŽĄÅU╦«╠Ä└ĒĄ─║Ž└ĒąįĘų╬÷
╣½╦ŠļŖÕā║¼µćÅU╦«ų„ę¬üĒūįÕāµć╔·«aŠĆŲ»Ž┤╦«Ż¼ÅU╦«ųą║¼ėą┴“╦ßµćĪó┬╚╗»µć╝░╔┘┴┐╗»īWµćĄ╚ĪŻ╗»īWÕāµć╩Ūį┌ęį┤╬┴ū╦ßŌc×ķ▀ĆįŁä®Ą─╦ßąį¾wŽĄųą│┴ĘeµćŻ¼×ķ┴╦▒ŻūC▓█ę║Ą─╗»īWĘĆČ©ąįŻ¼╩╣ė├ų▄Ų┌ęį╝░µć│┴ĘeīėĄ─┘|┴┐Ż¼Ųš▒ķĢ■į┌▓█ę║ųą╝ė╚ļÖÄ├╩╦ß¹}Īóõ@¹}Īó┤ū╦ߥ╚Įj║Žä®ĪóĘĆČ©ä®ĪópH ųĄŠÅø_ä®║═╣Ō┴┴䮯¼▀@ą®╬’┘|Š∙×ķėąÖC╬’ĪŻĮj║Žä®į┌╗»īWÕāę║ųą╝ė╚ļĄ─┴┐▌^ČÓŻ¼▀@ą®╬’┘|┼cµćėą▌^ÅŖĄ─Įj║ŽąįŻ¼ą╬│╔ĘĆČ©Ą─Įj║Ž╬’Ż¼ĮoÕāę║Ą─╠Ä└ĒĦüĒ└¦ļyĪŻ╗»īWÕāę║ųą╠Ē╝ėĄ─Ųõ╦¹ų·ä®Ż¼╚ń pH ųĄŠÅø_ä®ī”ÅUę║╠Ä└Ēė░Ēæ▌^ąĪŻ¼╣Ō┴┴ä®║═ĘĆČ©ä®╠Ē╝ėĄ─┴┐▌^╔┘Ż¼▓╗Ģ■ĮoÅU╦«Ą─╠Ä└ĒĦüĒ└¦ļyĪŻę“┤╦╗»īWÕāµćÅU╦«ĮM│╔▌^×ķÅ═ļsŻ¼ę¬╩╣▀@ą®ĘĆČ©Ą─µćĮj║Ž╬’│┴ĄĒŽ┬üĒŻ¼▒žĒÜ╩ūŽ╚ŲŲē─Įj║ŽæBĪŻ
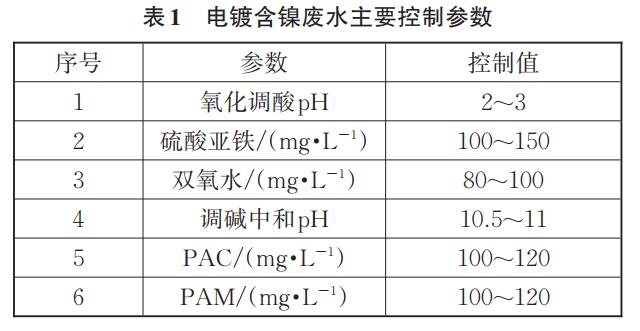
╣ż│╠╔Žé„ĮyĄ─ŲŲĮj║Ž╣ż╦ć▌^ČÓŻ¼└²╚ń┤▐║ķ╔²Ą╚ė├┤╬┬╚╦ßŌcŻ©NaClOŻ®ū„×ķč§╗»ä®üĒŲŲĮj-│┴ĄĒÅU╦«ųąĄ─ųžĮī┘Ż█4Ż▌Ż¼Ą½╩Ū┬╚╗»Ę©▀\ąą│╔▒ŠĖ▀Ż¼Ūę┤╬┬╚╦ßŌcĄ─ŲŲĮj║Žą¦╣¹▓óĘŪūŅ╝čĪŻ┼╦ØhŲĮŻ█5Ż▌Ą╚蹊┐▓╔ė├╬ó▓©-Fenton Ę©╠Ä└ĒŃ~µćÅU╦«Ż¼Įøš²Į╗įć“ץ├│÷ūŅ╝č╚ź│²ÅU╦«ųąĮj║Ž╬’Ą─▀\ąąŚl╝■ĪŻäó▒∙Ż█6Ż▌蹊┐▓╔ė├┴“╦ßüåĶFŻ©FeSO4Ż®ī”║¼µćÅU╦«▀Mąąėąą¦ŲŲĮjŻ¼╚╗║¾▓╔ė├ųžĮī┘▓Č½@ä®╚ź│²ųžĮī┘µćŻ¼Įø│┴ĄĒ╠Ä└Ē║¾ÅU╦«┐╔▀_ś╦┼┼Ę┼Ż¼Ūę▀\ąą│╔▒Š▌^Ą═ĪŻ╬ę╣½╦ŠĮø▀^ī”ČÓéĆ╣ż│╠░Ė└²Ą─▀\ąąĮø“×ī”▒╚Ęų╬÷Ż¼ūŅĮK▓╔ė├┴╦ļpč§╦«Ż©H2O2Ż®ū„×ķč§╗»ä®Ą─ŲŲĮj║Ž╣ż╦ćĪŻ▓╔ė├ļpč§╦«ū÷×ķč§╗»ä®Ż¼Ę┤æ¬Śl╝■×ķ pH 2~3Ż¼įŁ╦«╗∙▒Š▓╗ąĶ꬚{╣ØpHĪŻŲŲĮj║¾Ż¼╩╣ė├Üõč§╗»ŌcŻ©NaOHŻ®š{ pH▀Mąąųą║═Ę┤æ¬Ż¼Ę┤æ¬║¾═Č╝ėŠ█║Ž┬╚╗»õXŻ©Polyalu⁃ minium ChlorideŻ¼║åĘQ PACŻ®╗ņ─²Ż¼╝ė╚ļ╔┘┴┐Ą─Š█▒¹Ž®§Ż░ĘŻ©PolyacrylamideŻ¼║åĘQ PAMŻ®║═ FeSO4 ū„×ķ╗ņ─²ä®ĪŻŲõųąPAM ║═PAC ×ķĖ▀ĘųūėėąÖCą§─²ä®Ż¼ų·─²ą¦╣¹║├Ż¼Ą½╠Ē╝ė┴┐ę¬Ū¾ć└Ė±Ż¼╠Ē╝ė┴┐▓╗ūŃ╗“▀^┴┐Ż¼Č╝▓╗─▄ėąą¦╚ź│²ÅU╦«ųąĄ─╬█╚Š╬’Ż█7-9Ż▌ĪŻ
║¼µćÅU╦«Įø╗ņ─²Ę┤æ¬║¾Ż¼▀M╚ļ│┴ĄĒ▓█▀Mąą│┴ĄĒ║¾Ą──Ó╦«ĘųļxŻ¼Ųõųą╦«ę║į┘Įø▀^ČÓĮķ┘|▀^×VŲ„╠Ä└ĒŻ¼▀Mę╗▓Į╚ź│²æęĖĪ╬’Ż¼ūŅ║¾╦«╔ŽŪÕę║▀M╚ļ─ż╗ž╩šŽĄĮyŻ╗Č°╬█─Óē║×V│╔─Ó’×║¾Ż¼ū÷╬»═Ō╠Ä└ĒĪŻ─ż╗ž╩š▓╔ė├Ę┤ØB═ĖŻ©Reverse Osmosis membraneŻ¼║åĘQ RO─żŻ®╝╝ąg╠Ä└ĒŻ¼Ųõ═Ė▀^╦«┐╔╗žė├ė┌╣ż╦ćė├╦«Ż█10Ż▌ĪŻ║¼µćÅU╦«╠Ä└Ē╣ż╦ć┴„│╠╚ńłD2 ╦∙╩ŠĪŻ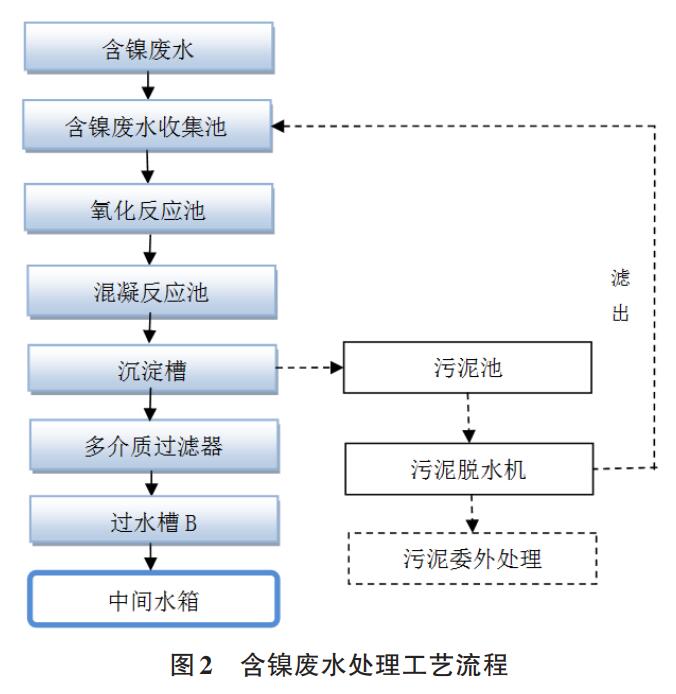
Ė∙ō■╬ę╣½╦Š║¼µćÅU╦«Ą─╚š┼┼Ę┼┴┐ 30 m3 / d ║═ 200 mg/L Ą─ØŌČ╚Ż¼ėŗ╦Ń│÷║¼µćÅU╦«Ą─ų„ę¬┐žųŲģóöĄŻ©▒Ē1Ż®ĪŻ
Ęų╬÷ęį╔Ž║¼µćÅU╦«╠Ä└Ē╣ż╦ć┴„│╠Ż¼Ė·█Ö£y┴┐ÅU╦«╚š┼┼Ę┼┴┐Ż¼┐╔ęį┤_šJ╠Ä└ĒŽĄĮyįOėŗ║Ž└ĒŻ¼▓╗┤µį┌įŁätąįå¢Ņ}ĪŻ
2.3 ÅU╦«╠Ä└ĒŽĄĮy╣▄└Ēå¢Ņ}
╗∙ė┌░▓╚½╔·«a║═╣Ø─▄ĘĮ▒ŃĄ─┐╝┴┐Ż¼╬ęÅSÅU╦«╠Ä└ĒŽĄĮyįOėŗ▓╔ė├Č■╝ē┐žųŲīėŻ║Š═Ąž╩ųäėĪó¼Fł÷▒O┐ž║═ųąčļ┐žųŲ╣±▒O┐žĪŻŠ═Ąž╩ųäė╩ŪųĖ═©▀^įOéõ┼įĄ─▐DōQķ_ĻP╩ųäė┐žųŲįOéõĄ─ķ_åó║═ĻPķ]Ż╗ųąčļ┐ž╣±▒O┐ž╩ŪųĖė╔┐╔ŠÄ│╠┐žųŲŲ„Ż©Programmable Logic ControllerŻ¼║åĘQ PLCŻ®ł╠ąą┐žųŲįOéõĄ─╚╬䚯¼ė╔ÅU╦«Ą─ųąą─┐žųŲ╩ę═©▀^ŽĄĮyŠWĮjī”▀hČ╦Ą─įOéõ▀Mąą▒O┐žŻ¼ÅU╦«ųąą─┐žųŲ╩ęPLC ┐╔ų▒Įė┐žųŲėąĻPįOéõĪŻ╚ń╣¹ųąą─┐žųŲ╩ęPLC ─│éĆPLC šŠ░l╔·╣╩šŽŻ¼ųĄ░Ó▓┘ū„åT┐╔═©▀^Š═Ąž┐žųŲķ_ĻPī”įOéõ▀Mąą┐žųŲĪŻ
PLC ė|├■Ų┴┐žųŲŽĄĮy╠ß╣®╚½łDą╬ĘĮ╩ĮĄ─įOéõĀŅæB║═ģóöĄ’@╩ŠŻ¼Š▀ėąūįäėč▓╗ž’@╩ŠĖ„įOéõĄ─ĀŅæB║═╚╦╣ż▀xō±╠žČ©ĀŅæB’@╩Šā╔ĘNĘĮ╩ĮŻ¼═¼Ģrī”╠Ä└ĒįOéõĄ─╣żū„ĀŅæB╠ß╣®’@╩ŠĪŻūįäė┐žųŲŽĄĮyĖ∙ō■ī”┼┼Ę┼┘|┴┐ųĖś╦Ą─īŹĢrį┌ŠĆ£y┴┐Ż¼ī”ÅU╦«╠Ä└Ē▀^│╠ųąĄ─Ė„ĘNģóöĄ║═įOéõ▀Mąą 24 h ▓╗ķgöÓĄ─īŹĢrĘ┤ü┐žųŲ║═╣ż╦ćą┼╠¢▀BµiĪŻ«öŽĄĮy░l¼FÅU╦«╠Ä└Ē▀^│╠ųąĖ„ėąĻPģóöĄųĄ║═įOéõĀŅæBįĮŽ▐ĢrŻ¼īóĮo│÷ł¾Š»Ż©šZę¶╗“╬─ūųł¾Š»Ż®Ż¼┤╦Ģr▓┘ū„╚╦åT┐╔Ė∙ō■ŽĄĮy╠ß╩Š▓ķįā╣╩šŽįŁę“ĪŻ╣½╦Šą┬Į©ļŖÕāÅU╦«╠Ä└ĒŽĄĮyę╗ų▒▓╔╚Īūįäė┐žųŲŻ¼Ų┌ķg╬┤│÷¼F▀\ąą╣╩šŽł¾Š»Ż¼═¼Ģr▓ķ┐┤ŽĄĮy▀\ąą╔·«aėøõø▒Ē╝░┐žųŲŪ·ŠĆłDŻ¼▓ó╬┤░l¼F«É│ŻŻ¼šf├„ŽĄĮy▀\ąąš²│ŻŻ¼ÅU╦«µć║¼┴┐│¼ś╦┼cŽĄĮy▀\ąą╣▄└Ēø]ėąų▒ĮėĻPŽĄĪŻ
2.4 ▄ćķg╔·«a╣▄└Ēå¢Ņ}
ßśī”ļŖÕāÅU╦«┼┼Ę┼║═╠Ä└ĒĄ─╣▄└ĒŻ¼▄ćķgųŲČ©┴╦ŽÓæ¬Ą─░▓╚½╣▄└ĒųŲČ╚║═▓┘ū„ęÄ│╠Ż¼▓ó▀MąąČ©Ų┌┼Óė¢║═Öz▓ķĪŻŲõųąŻ¼ī”ė┌ļŖÕā╬█╚Š╬’«a╔·Łh╣Øę¬Ū¾▌^×ķŠ▀¾wŻ¼░³└©Ż║
Ż©1Ż®ū„śI¼Fł÷«a╔·Ą─ÅUŚē╬’╗“Üłį³▓╗─▄Ą╣╚ļ┼┼╦«£Ž╗“╬█╦«│žŻ¼┐╔╗ž╩š╬’ĒÜĘ┼╗ž╗ž╩šģ^ė“Ż¼▓╗┐╔╗ž╩š╬’æ¬Ę┼ė┌ųĖČ©╬╗ų├Ż¼ėąČŠėą║”╬’ŲĘĒÜ╝»ųą┘A┤µ║═╠Äų├ĪŻ└²╚ńŻ¼ļŖÕāÅUį³ĪóÅUę║Ą╚▒žĒÜ╝»ųą╩š╝»Ż¼Ę┼ė┌┼RĢr┘A┤µģ^┤²╠Äų├ĪŻ
Ż©2Ż®ļŖÕā▓┘ū„ū„śIĢr▒žĒÜ░┤ęÄČ©į┌ŽÓæ¬Ą─ģ^ė“ā╚▀MąąŽÓæ¬Ą─ļŖÕā▓┘ū„Ż¼ć└Į¹▀`Ę┤ęÄČ©įĮ╬╗▓┘ū„ĪŻļŖÕā╬█╦«ÅU╦«┼┼Ę┼æ¬░┤ŅÉą═▀MąąĘųŅÉ┼┼Ę┼Ż¼ć└Į¹įĮģ^┼┼Ę┼ĪŻ└²╚ńŻ¼Õāµć┴Ń╝■ŪÕŽ┤▒žĒÜį┌ÕāµćŪÕŽ┤▓█▓┘ū„Ż¼▓╗─▄į┌Ųõ╦³ģ^ė“ŪÕŽ┤Ż¼Ųõ╬█╦«ÅU╦«ę▓æ¬į┌ÕāµćÅU╦«ģ^┼┼Ę┼Ż¼▓╗─▄╗ņ┼┼ų┴Ųõ╦³ģ^ė“ĪŻ
Ż©3Ż®ŪÕŽ┤ļŖÕāśO░ÕĪó▀^×V┤³ĪóÆņŠ▀ĪóļŖÕā▓█Ą╚▓█ę║ØŌČ╚║¼┴┐▌^Ė▀Ą─▌oų·įO╩®ĢrŻ¼▒žĒÜį┌ŽÓæ¬▓┘ū„ģ^║═ÅU╦«┼┼Ę┼ģ^▀MąąŻ¼▓ó═©ų¬╬█╦«╠Ä└ĒåT┤_šJĪŻ
Ż©4Ż®├┐╠ņ░ÓŪ░╔·«aŪ░Ż¼Öz▓ķĖ„ļŖÕā▓█║═╣▄┬Ę╩ŪʱėąĪ░┼▄├░Ą╬┬®Ī▒¼FŽ¾Ż¼░l¼Få¢Ņ}╝░ĢrĘ┤ü▓ó▓╔╚ĪŽÓæ¬┐žųŲ┤ļ╩®ĪŻ
Ż©5Ż®╝ėÅŖŁh▒Żų¬ūRīW┴ĢŻ¼┬õīŹž¤╚╬ūĘŠ┐ųŲĪŻ╣½╦Šį┌ū÷║├ÅU╦«╠Ä└Ēė▓╝■═Č╚ļ║¾Ż¼▒žĒÜ╝ėÅŖ╣▄└Ē╔ŽĄ─╦╝ŽļšJūRŻ¼▓ó├„┤_Ėµų¬▓╗░┤ę¬Ū¾ķ_š╣╣żū„Ą─ė░Ēæ║═┐╔─▄«a╔·Ą─╠Ä┴PŻ¼╚ń┼·įuĮ╠ė²Īó┴P┐ŅĪó═Ż┬Ü▓ķ┐┤Īó▐o═╦Ż¼╚ńėąć└ųž╔ńĢ■ė░Ēæīó░┤Łh▒ŻĘ©▀Mąąę└Ę©╠Äų├ĪŻę“ÅU╦«╠Ä└Ē×ķ╚½ūįäė┐žųŲŻ¼į┌ŠĆ▒O£yĖ„ŽĄĮy╠Ä└ĒöĄō■║═ĮY╣¹Ż¼ę“┤╦ī”ė┌ļŖÕāÅU╦«µć║¼┴┐│¼ś╦Č°µćŽĄ╠Ä└ĒŽĄĮyėų╬┤─▄ł¾Š»╠ß╩ŠĄ─ūŅ┤¾ė░Ēæę“╦žŻ¼Ė∙ō■ęį╔Ž╣▄└Ēę¬³c▀Mąą┼┼▓ķŻ¼┼┼▓ķ║¾░l¼F┐╔─▄╩Ū▓┘ū„š▀įĮ╬╗▓┘ū„Ż¼īó║¼µćÅU╦«┼┼Ę┼į┌Ųõ╦³ÅU╦«ģ^Ż¼ī¦ų┬ŽĄĮy’@╩ŠĖ„ŽĄÅU╦«╠Ä└Ē║ŽĖ±Ż¼Č°┐é┼┼┐┌Öz£yĄĮµć║¼┴┐│¼ś╦Ą─å¢Ņ}Ą─│÷¼FĪŻ
×ķ┴╦“×ūC▀@ę╗ė░Ēæę“╦žŻ¼▄ćķg▀B└mĖ·«aę╗ų▄Ż¼░l¼F▓┘ū„š▀į┌╦ߎ┤ģ^▀Mąą┴╦═╦ÕāļŖÕāµćīėĄ─▓┘ū„ĪŻļm╚╗═╦Õāę║į┌╩╣ė├║¾╝»ųą╩š╝»╠Ä└ĒŻ¼Ą½▓┘ū„š▀į┌═Ļ│╔═╦Õā║¾ų▒Įėį┌╦ߎ┤ģ^ŪÕŽ┤Ż¼ŪÕŽ┤╦«ļSįōģ^ÅU╦«╩š╝»╣▄▀M╚ļ╦ßēAÅU╦«╠Ä└ĒŽĄĮyĪŻė╔ė┌╦ßēAÅU╦«╠Ä└ĒŽĄĮyø]ėąßśī”║¼µćļxūėĄ─╠Ä└Ē┤ļ╩®Ż¼╦∙ęįī¦ų┬µćļxūė▀M╚ļÅU╦«╠Ä└Ē║¾Ą─┐é┼┼┐┌Ż¼▒╗į┌ŠĆ▒O£yŽĄĮy▒O£y░l¼F«É│ŻĪŻę“═╦Õā×ķ┘|┴┐ĘĄą▐┤ļ╩®Ż¼╔·«a▓ó▓╗Įø│Ż▀MąąŻ¼╦∙ęį│÷¼F┴╦µćļxūė│¼ś╦å¢Ņ}Ą─┼╝░l¼FŽ¾ĪŻ
3 ▓╔╚ĪĄ─┤ļ╩®
Ė∙ō■Łh▒ŻŽÓĻPę¬Ū¾Ż¼Ų¾śIļŖÕāÅU╦«Ą─į┌ŠĆ▒O£yöĄō■ĒÜ═¼▓Įų┴╩ąš■Ė«Łh▒Ż╣▄└Ē▓┐ķTŻ¼ę“┤╦╣½╦Šį┌ļŖÕāÅU╦«▀_ś╦┼┼Ę┼╔Ž▓╗╚▌ėą╩¦ĪŻßśī”▒Š┤╬╬ę╣½╦Šį┌ą┬Į©ÅU╦«╠Ä└ĒŽĄĮyįć▀\ąą│÷¼FĄ─║¼µćÅU╦«│¼ś╦å¢Ņ}Ż¼ĮøįŁę“┼┼▓ķŻ¼öM▓╔╚ĪęįŽ┬┤ļ╩®ć└Ė±┐žųŲÅU╦«┼┼Ę┼║═╠Ä└Ēå¢Ņ}ĪŻ
Ż©1Ż®╣▄└Ē┬õĄĮīŹ╠ÄĪŻ╝Ü╗»├┐Ą└╣żą“Ą─▓┘ū„ęÄ│╠Ż¼╝Ü╗»Ė„éĆÕāĘNĄ─ÕāŪ░ĪóÕā║¾║══╦Õāę¬Ū¾Ż¼═¼Ģr╝ėÅŖĮ╠ė²┼Óė¢Ż¼║═▓╗Č©Ų┌Ą─č▓Öz║═│ķ▓ķŻ¼┤_▒Ż╣▄└Ē┤ļ╩®į┌▓┘ū„╔ŽĄ├ĄĮ┬õīŹ║═īŹ╩®ĪŻ
Ż©2Ż®Į©įO1 ū∙▒O┐ž│žĪŻ╠Ä└Ē║¾Ą─ÅU╦«Ž╚┼┼╚ļ▒O┐ž│žŻ¼╣½╦Šā╚▓┐ī”▒O┐ž│žÅU╦«▀Mąą╚ĪśėÖz£yŻ¼╚ńÖz£y║ŽĖ±ät┐╔┴„╚ļ▄ćķg┼┼Ę┼┐┌ų▒Įė┼┼Ę┼Ż╗╚ń▓╗║ŽĖ±ätĖ∙ō■▓╗║ŽĖ±ųĖś╦ĒŚųžą┬╗ž┴„ĄĮŠC║Ž│┴ĄĒ│ž▀Mąąßśī”ąįĄ─Č■┤╬╠Ä└ĒŻ¼ų▒ų┴Ę¹║ŽŽÓĻPś╦£╩×ķų╣ĪŻļm╚╗▒O┐ž│ž─▄ŲĄĮÅU╦«┼┼Ę┼Ū░Ą─ā╚┐žū„ė├Ż¼Ą½ę¬▒ŻūCÅU╦«ĘĆČ©▀_ś╦┼┼Ę┼Ż¼ąĶ╝ėÅŖ┐žųŲĖ„ŽĄÅU╦«Ą─╠Ä└ĒŻ¼┤_▒Żį┌ģR┴„ų┴ŠC║Ž│┴ĄĒ│žŪ░ųĖś╦Ą─║ŽĖ±ąįŻ¼Å─Č°£p╔┘ųžÅ═╠Ä└ĒĄ─│╔▒Šį÷╝ėĪŻ
4ĮY šZ
╬ę╣½╦ŠļŖÕāÅU╦«╠Ä└Ēųąą─Ą─į┌ŠĆ▒O£yŽĄĮy│÷¼FÅU╦«╠Ä└Ē║¾┐é┼┼┐┌µćļxūė│¼ś╦Ą─å¢Ņ}Ż¼═©▀^┘|┴┐å¢Ņ}Üw┴ŃŻ¼Č©╬╗┴╦å¢Ņ}Ą─░l╔·įŁę“×ķ═╦ÕāµćŪÕŽ┤▀`ęÄ▓┘ū„Ż¼▓ó╠ß│÷┴╦ŽÓæ¬Ą─ĮŌøQ║═ŅAĘ└┤ļ╩®Ż¼┤_▒ŻļŖÕāÅU╦«Ė„ĒŚųĖś╦Ą─▀_ś╦┼┼Ę┼ĪŻĪ░╩«╚²╬ÕĪ▒ęįüĒŻ¼ć°╝ę░l▓╝īŹ╩®┴╦ę╗ŽĄ┴ąŁhŠ│▒ŻūoĘ©┬╔Ę©ęÄŻ¼2017 ─ĻĪ░ā╔Ė▀Ī▒ĻPė┌▐k└ĒŁhŠ│╬█╚Šą╠╩┬░Ė╝■ĮŌßīŻ¼├„┤_┴╦Å─ųž╠Ä┴PĄ─ąą×ķŪÕå╬ĪŻę“┤╦Ż¼Ų¾śI▒žĒÜ└╬╣╠śõ┴óĪ░╝tŠĆęŌūRĪ▒Ż¼į÷╝ėŁh▒ŻįO╩®═Č┘YŻ¼Ė³ųžę¬Ą─╩Ū╝ėÅŖÅU╦«╠Ä└Ē╣▄└ĒŻ¼ū÷ĄĮėą┤ļ╩®ėą┬õīŹėą╣▄└ĒŻ¼┤_▒ŻÅU╦«Ė„ĒŚųĖś╦▀_ś╦┼┼Ę┼ĪŻ
ģó┐╝╬─½I
Ż█1Ż▌ ŠÄ╬»Ģ■. ļŖÕā╣ż╦ć┼õĘĮįOėŗĪóą┬╝╝ągæ¬ė├īŹ└²┼c┘|┴┐Öz£yś╦£╩ęÄĘČ╩╣ė├╩ųāįŻ█MŻ▌. ║ŽĘ╩Ż║░▓╗š╬─╗»ę¶Ž±│÷░µ╔ńŻ¼2011Ż║128-130.
Ż█2Ż▌ ═§╬─ąŪ. ļŖÕāÅU╦«╠Ä└Ē╝╝ąg蹊┐¼FĀŅ╝░┌ģä▌Ż█JŻ▌. ļŖÕā┼cŠ½’ŚŻ¼2011Ż¼33Ż©5Ż®Ż║42-46.
Ż█3Ż▌ ļŖÕāÅU╦«╠Ä└Ē╣ż│╠╝╝ągęÄĘČŻ©HJ2002-2010 Ż®Ż█SŻ▌.
Ż█4Ż▌ ┤▐║ķ╔²Ż¼└Ņ┤¾└¹. ŠC║ŽļŖÕāÅU╦«╠Ä└Ē╝╝ągĄ─įć“×蹊┐
Ż█JŻ▌. ųąć°Įo╦«┼┼╦«Ż¼2015Ż¼31Ż©9Ż®Ż║100-103.
Ż█5Ż▌ ┼╦ØhŲĮŻ¼┴ųėHĶFŻ¼Ū±┤©š╣Ż¼Ą╚ . ╬ó▓©- Fenton Ę©╠Ä└Ē EDTA-Cu-Ni ÅU╦«Ą─╣żør┼cą¦─▄Ż█JŻ▌. ŁhŠ│╣ż│╠īWł¾Ż¼ 2014Ż¼8Ż©7Ż®Ż║2906-2912.
Ż█6Ż▌ äó▒∙. ļŖÕāÅU╦«╠Ä└Ē╝╝ąg╝░╣ż╦ćĄ─蹊┐Ż█DŻ▌. ╣■Ā¢×IŻ║╣■Ā¢×I╣żśI┤¾īW┤T╩┐īW╬╗šō╬─Ż¼2016Ż║62-63.
Ż█7Ż▌ ĖČ─ŅŻ¼├½ūµć°Ż¼ČĪ▀\╗óŻ¼Ą╚. 3 ĘNĄõą═ą§─²ä®╠Ä└ĒļŖÕāÅU╦«Ą─ą¦╣¹Ż█JŻ▌. ļŖÕā┼c═┐’ŚŻ¼2013Ż¼32Ż©8Ż®Ż║38-41.
Ż█8Ż▌ äóę½┼dŻ¼└ūė±ą┬Ż¼┴╬į┘ęŃŻ¼Ą╚ . ā╔▓Į╗ņ─²Ę©╚ź│²ļŖÕāÅU╦«ųąĄ─Ń~║═µćŻ█JŻ▌. ╚²Ź{┤¾īWīWł¾Ż║ūį╚╗┐ŲīW░µŻ¼ 2014Ż¼36Ż©2Ż®Ż║38-40.
Ż█9Ż▌ ÓŹĄ┬ÄņŻ¼±Ń│╔²ł . ą§─²ä®į┌įņ╝łÅU╦«╠Ä└ĒųąĄ─æ¬ė├Ż█JŻ▌. ║┌²łĮŁįņ╝łŻ¼2003Ż¼31Ż©3Ż®Ż║29-30.
Ż█10Ż▌ Ž─Ž╔▒°Ż¼▓╠░ŅążŻ¼┐Ŗ╝čŻ¼┴ųĮ©ŲĮŻ¼─▀š■. ─ż╣ż╦ćį┌ļŖÕāÅU╦«╠Ä└Ē╣ż│╠ųąĄ─æ¬ė├Ż█JŻ▌. ŁhŠ│╣ż│╠īWł¾Ż¼2016Ż¼10Ż©1Ż®Ż║501-502.

